Slic3rには、シンプル(Simple)とエキスパート(Expart)の2つの操作モードがあります。それらは(Fileメニューにある)Preferencesから選べます。
Preferences.
シンプルモードはオプションの数を初心者が始めるのに必要十分な数に減らしてあります。エキスパートモードはSlic3rがどのようにGコードを作成するかを制御することが出来ます。エキスパートモードの章を参照してください。
プリントの設定
プリント設定(Print Settings)のタブでは実際のプリントに関する設定を変更することが出来ます。他のタブはあまり変更しないのに対して、このタブは定期的に、ことによるとプリントするモデル毎に変更するでしょう。
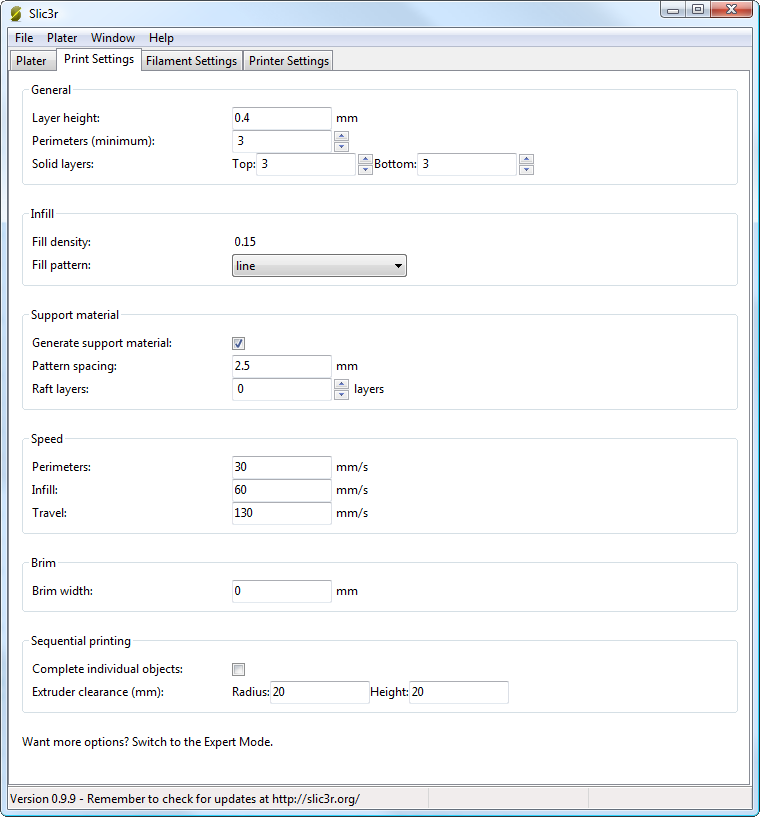
シンプルモード:プリント設定
全般(General)
レイヤー高さ(Layer height)は各レイヤーの厚さで、今までのレイヤーの上に新しいレイヤーを押し出しする直前の垂直軸上に動くステップです。それぞれのレイヤーをどのくらいの厚さにするべきかに影響を与える要因はいくつかあります。
-
望ましい解像度 低いレイヤー高さでプリントするとそれぞれの層が小さいので目立つうねや筋が少ないプリントとなります。美的にはその役割を果たし、プレゼンテーションには必要であるが、例えば機械の部品などのものにはそのような高い解像度の仕上げは必要ありません。
-
プリント速度 小さなレイヤーは滑らかなプリントになりますが、単純なことでエクストルーダーがより多くパターンをトレースしなければいけないので時間がかかります。これからの目標は、レイヤー高さとプリンターの速度、プリントの質のバランスをとることです。
プリントによって周辺部(Perimeters)に出来る垂直の外郭(例えば壁)の最小数を設定します。モデルに単層の壁を必要としない限り、一般的には少なくとも2層の外周部にすることを推奨します。それは外周部が部分的に正しくプリントされなかった時に2番目の外周部がその表面を覆ってくれるという保護手段を与えてくれるからです。
モデルを挟み込んでいる上部と下部の層はソリッドレイヤー(Solid layers)パターンで塞ぎます。第1層目に失敗があった場合にどのように見えてしまうかをを考えることは下部の層にとって重要な要因となります。その理由により少なくとも下部を2層にすることを推奨します。 同じような考えが上部の層にも求められます。中間の層は100%以下のパターンで満たされることが多く、上部の層はこのパターンに橋渡しされて覆われるので、完全に覆うようにもう1層必要となります。

上部の層が不十分な例
考慮すべきヒント:上部のソリッド層を0にしてインフィルも0に設定すると、例えばモデルを花瓶に変える1という考えをすれば、中空の器が出来ます。Slic3rの設定を上手く設定すれば、表面の精密さを制御するだけでなく、違った種類のプリントを作り出すことに使うことが出来ます。
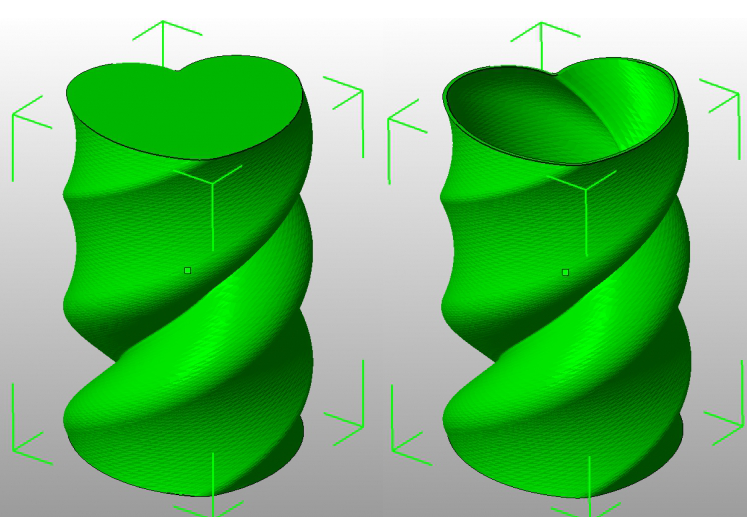
塊のモデルから花瓶を作り出す
インフィル(Infill)
充填率(Fill density)は、0から1の間の数値で設定し、1は100%、0.4は40%となります。モデルをプラスチックで100%充填するのは、材料が無駄になり時間がかかるので、ほとんどの場合意味がありません。その代わり、多くのモデルは、100%充填されている層に挟まれる時はより少ない材料で充填することが出来ます。(ソリッドレイヤー(Solid layers)を参照) 0.4の設定で、ほぼすべてのモデルで良好な機械的強度を得るのに十分です。平らな天板を支えるには、通常0.2の設定が最低限必要とされます。
Slic3rでは幾つかの充填パターンが用意されています。それらに付いては、インフィルの選び方の項でより深く議論されるでしょう。充填パターンFill patternの選び方は、モデルの種類や要求される構造強度、プリント速度、個人の趣向に因るでしょう。より斬新な充填方法はよくある使用方法においてはいつも遅すぎるし不必要に複雑です。その為に大抵の場合、充填パターンはrectilinearかline、もしくはhoneycombです。Honeycombがもっとも強度がありますが、rectilinearとlineよりも遅いです。
サポート材(Support material)
熱溶解積層法(FDM)のような底部から上へモデルをプリントするということは、著しい張り出し部分は空中にプリントすることを意味します。そして殆どの場合垂れてしまい正しくプリントされません。サポート材(Generate support material)を選択すると、モデルの廻りに作り上げられて張り出し部分を支える追加の構造を付け足します。パターンの間隔(Pattern spacing)は、どのくらいの密にサポート材をプリントするかを決めます。

サポート材を使ってプリントしたオブジェクトの例
注:張り出し部分を減らすことが出来るかもしれないのでモデルの方向を変えてみることを考慮する価値があります。
ラフトレイヤー(Raft layers)は、モデルの下に追加の層を加え、それは3dプリントの初期の頃からあります。ラフトはヒートベッド無しでのプリントやあまり平らでは無いベッドでのプリントの助けになり得るけれど、普通は要求されないし推奨もしていません。ラフトは、それを取り除くという後処理が必要だからです。
速度(Speed)
シンプルモードには、3つの速度設定しかありません。
-
周辺部(Perimeters)-外周部の不良を少なくする為に少し遅くプリントすることでモデルのアウトラインに有利になります。 -
充填部(Infill)-充填部は隠れるので少し早く押し出すことが出来ます。速度が早すぎて細い押し出しになってしまわないように、また充填部の接合の仕方への影響に注意してください。 -
移動(Travel)-押し出し終了部分から次の押し出し部分への移動は、ノズルから流れ出る材料による汚れを少なくする為に通常プリンターに許容される最速で行う必要があります。
へり(Brim)
へりの幅(Brim width)は、ベースフランジのように最初のレイヤーの外周部に付け加える為に使われます。それは反りを低減させるためにベッドに張り付く表面部分をより多くする為です。ヘリはプリントが終わった後に切り取りベッドから取り除きます。

ヘリの例
連続プリント(Sequantial Printing)
この機能では、複数のオブジェクトを作ることが出来ますが、Z=0に戻り次のを開始する前にそれぞれ一つづつ完了させます。高度な設定に関する部分の連続プリントについての章を参照してください。
フィラメントの設定(Filament Settings)
フィラメントの設定(Filament Settings)は、例えば新しいフィラメントを使う時だけで、通常はあまり利用されません。
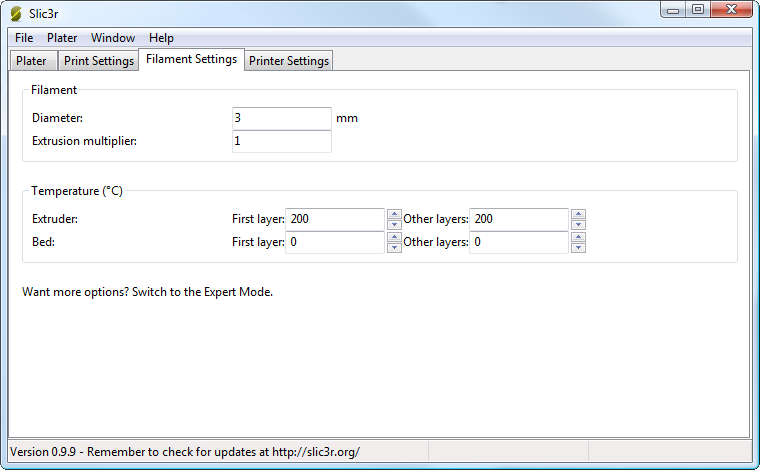
シンプルモード:フィラメントの設定
フィラメント(Filament)
直径(Diameter)の設定は、設定ウィザードで入力した数値がすでに入っていますが更新することが出来ます。
押し出しの乗数(Extrusion multiplier)の設定では、押し出し率の微調整が出来、例えば1は100%を意味し、1.5は150%を意味するような因数を使います。その値をファームウェアの中で設定するのが理想的ですが、ここで数値を変更して押し出し率を少し変えてテストするのに使うことが出来ます。プラスチックの量が比例的に変わり、非常に小さな変更(例えば±0.05)でも効果が良くわかります。
温度(Temperature)
この値も設定ウィザードでの数値が入っていますが、最初レイヤーの温度を設定する箇所があります。
プリンタの設定(Printer Settings)
例えば3Dプリンターファームのような多くのプリンターが使われるようにでもならない限り、プリンターの設定(Printer Settings)はほとんど更新されません。
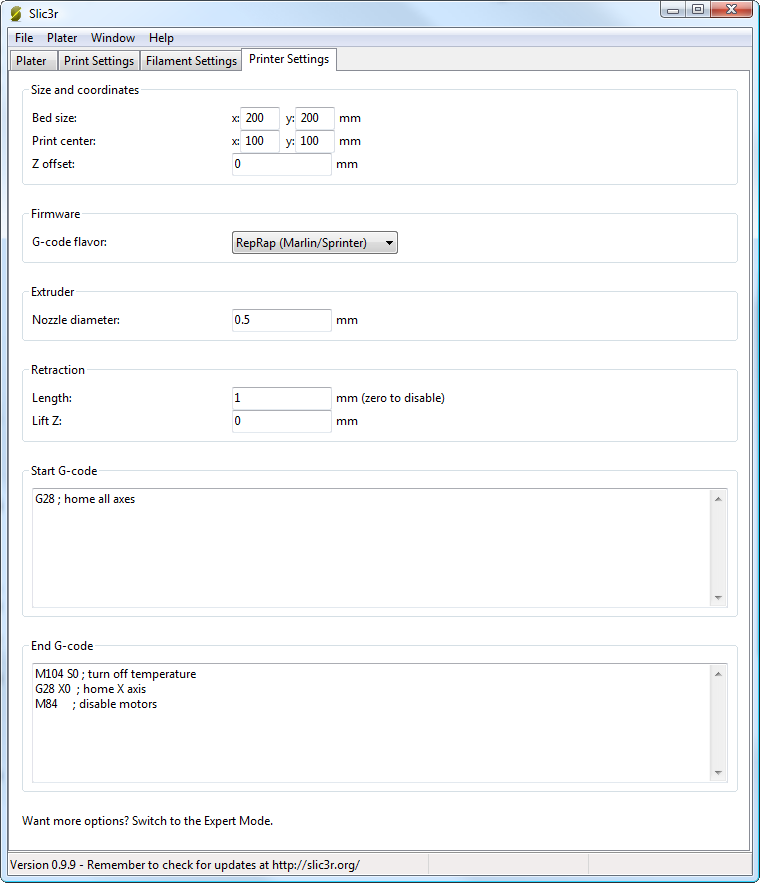
シンプルモード:プリンターの設定
大きさと座標(Size and coordinates)
ベッドの大きさ(Bed size)の設定は設定ウィザードのものが入っていて、プレーター(Plater)にあるモデルのプレビューだけに使われます。
プリントの中心(Print center)は、プリント物を中心に置く位置です。ベッドの大きさ(Bed size)を200ミリ×200ミリ、プリント中心(Print center)を100ミリ×100ミリにするとプリント物は真ん中になります。もしかしたらガラスに傷があるので中心からずらしてプリントするのが望ましい時などにはこのオプションを使ってください。
Zオフセット(Z offset)はZ軸のエンドストップの不正確な調整を補正するのに使うことが出来ます。もしノズルがベッドから少し遠くで止まるなら、負の値を入れると全てのレイヤーでその値だけオフセットされます。しかし正しい解決方法はエンドストップを正確な位置にすることです。
最適なZエンドストップの位置は、ホームポジションの時にノズルの先端がベッドの表面にわずかながら接する位置です。用紙はこのとても小さな距離の良いゲージとなります。底面の層をベッドに押しつぶすことによる層の付着力を試したり改善するのにこの設定を使うのことはお勧めしません。代わりに章の提案を見てください。
ファームウェア(Firmware)
ウィザードで選んだように、Gコードの種類(G-code flavour)で生成されるGコードの言語を定義します。
エクストルーダー(Extruder)
ノズルの直径(Nozzle diameter)はウィザードで定義しました。
引き戻し(Retraction)
押し出される材料が非常に高い粘度を持っていない限り、重力の為に押し出しと押し出しの間に垂れてくるでしょう。これは押し出しと押し出しの間にフィラメントを能動的に引き戻すことで処置することが出来ます。長さ(Length)のパラメーターに正の値を設定することで移動の前に設定したミリだけフィラメントを戻させることが出来ます。移動後の新しい押し出しのパスが始まる前に引き戻し分と同じ量が補填されます。
1~2ミリの間の値を通常は推奨します。ボーデンエクストルーダーはチューブを導入したヒステリシス(反応が送れる現象)の為に最大で4または5ミリ必要かもしれません。正の値をZ持ち上げ(Lift Z)パラメーターに設定すると、移動中(トラベル中)は設定した距離だけZ軸上にエクストルーダーを全面的に引き上げます。これはノズルがすでにプリントされたフィラメントに接触させないことを確実にするのに有用であるけれど、通常は必要無く、プリント速度を遅くします。0.1ミリの値で通常は十分です。
開始時、終了時、レイヤー変更時のGコード(Start,End and Layer Change G-codes.)
任意のGコードの命令をプリント開始前とプリント終了後に作動させることが出来ます。 テキストボックスにGコードのコマンド2を入力します。例えば[next_extruder]は次の押し出しのインデックスを返します。
RepRap wikiにはいろいろなGコードを学ぶ為の良い情報があります。:http://reprap.org/wiki/G-code
注:指定したGコードがあなたのファームウェアで有効かどうかを必ず確認してください。
開始時Gコード(Start G-code)欄に記入したコードは、出力するファイルのエクストルーダーとベッドの温度コントロールのコマンドの後の最初の部分に直接挿入されます。もし”M104″や”M190″の温度をコントロールするコマンドが記入されている時は、フィラメントの設定(Filament settings)で入力した温度と入れ替わるので注意してください。
プリント開始前に使われる一般的なGコードは、
-
G28 – 全ての軸の原点
プリント終了後に使われる一般的なGコードは、
-
M104 S0 – エクストルーダーの温度を0度に設定
-
M140 S0 – ヒートベッドの温度を0度に設定
-
G28 X0 – X軸の原点
-
M84 – モーターを無効
このページは下記のサイトを日本語に翻訳したものです。
This page is a translation the follow site in Japanese.
-
Slic3r Manual – Simple Mode (http://manual.slic3r.org/simple-mode/simple-mode)