ピラミッドの形をしたキャリブレーション・モデルをプリントしてみたら、フィラメントの漏れや糸引きなど燦々たる結果になってしまいました。そこでスライスソフトSlic3rの設定を色々と変えてみてプリントの質を改善してみました。
トラベルが多いピラミッドのキャリブレーション・モデル
いつも自作の3Dプリンターでプリントしていて、どうにも気になっていたことがありました。それは、が枝状になっていたりメッシュ状になっているモデルをプリントしている時に、いわゆる溶かしたフィラメントを押し出していない状態でノズルが動くトラベル”Travel”があると、必ずフィラメントの漏れとか糸を引いたようになってしまうことです。 以前のブログ「メッシュのブレスレットをプリント ? 上手くいかない」のように全く綺麗にプリント出来ないのです。

そこで今回は、ピラミッド型のキャリブレーション・モデル”Hollow Calibration Pyramid”を使って、綺麗にプリント出来るようにスライスソフトSlic3rの設定を変えて幾つかプリントしてみました。
まずは、いつもの設定でプリント
まずはいつものSlic3rの設定でスライスしてプリントしてみました。
主な設定は以下の通りです。
- ・レイヤー高さ
- :0.2mm
- ・充填率
- :20%
- ・速度
- :50mm/s
- ・ホットエンド温度
- :185℃
- ・ファン
- :ON
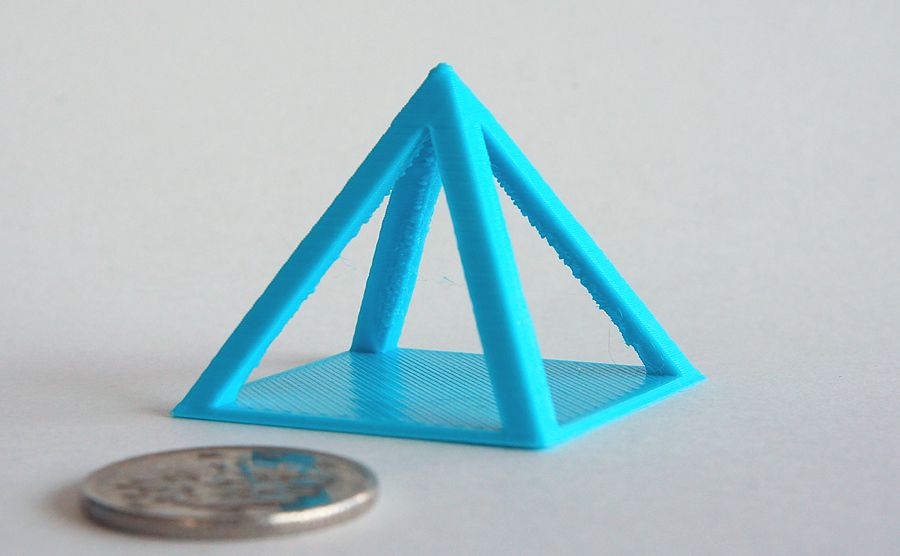
プリントの結果はこの通り。
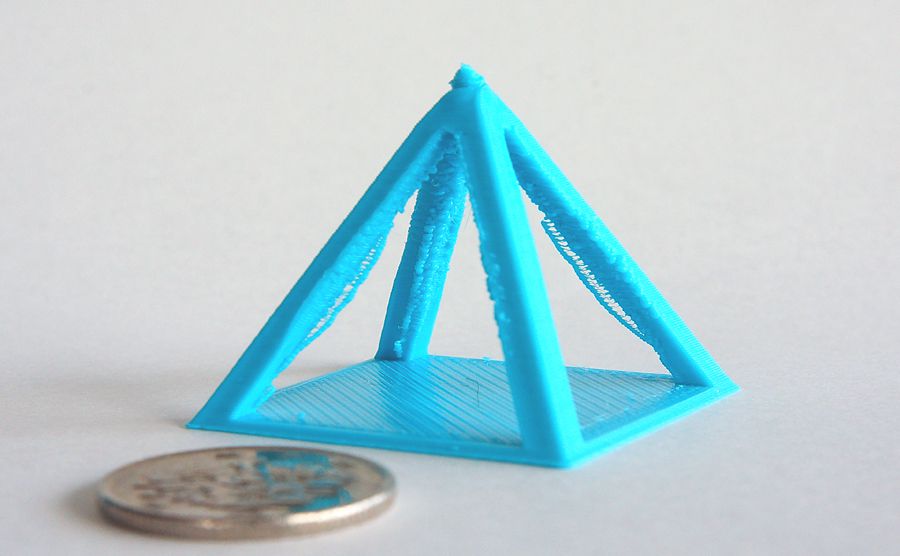
いやあ、とても汚いです。ノズルがトラベルする度に溶けたフィラメントが少しずつ漏れてしまっています。ピラミッドの斜めになっている棒の裏側はボコボコになってしまいました。ちょうどこのボコボコになっている角からプリントが始まっているんですよね。
この時点では、やっぱりホットエンドの温度が高すぎてフィラメントが漏れたんじゃないかと考えました。
ホットエンドの温度を下げてみる
そこで、次はホットエンドの温度を185℃から180℃に下げてプリントしてみました。 プリントの結果はこんな感じ。
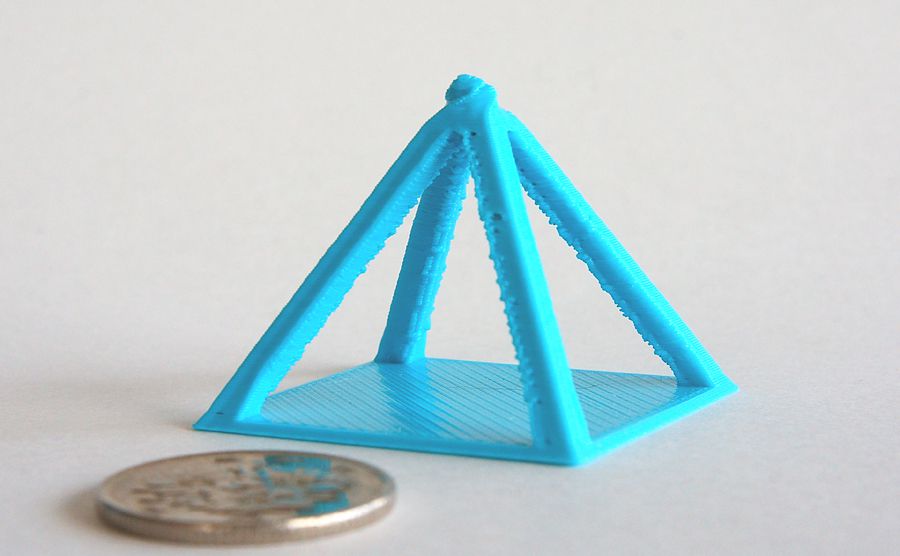
う~ん。なんかフィラメントの漏れは少なくなったような気がするけれど、やっぱり斜めの棒の裏側はボコボコです。まだ溶けたフィラメントが漏れているような状態になってしまいます。しかもピラミッドの頂点部分は熱の為にクルッとソフトクリーム状態になってしまいました。
ここでどうしたものかと思い、この写真を「何が悪いんだろう?」とコメントを付けてインスタグラムに投稿してみました。そしたらどこかの優しい外人の方が「フィラメントの押出量が多いんじゃない?」ってコメントをくれました。ああ、もちろんコメントは英語でしましたよ。
押出量を下げてみる
こんどはインスタグラムのアドバイス通りに押し出し量を下げてみました。Slic3rには押し出し量を調節できる”Extrusion multipler”という項目が”Filament Settings”にあり、通常は「1」なんだけど、今回はそれを「0.95」、すなわちフィラメントの押出量を通常の95%に低減してプリントしてみました。
ああ、これまた微妙ではあるけど少し改善している様な気がする。いや、そんなことは無いかな。
ホットエンドの温度を下げて、フィラメントの押出量を下げてみたけど思っていたほどの効果も無くて、これは自作3Dプリンターの限界なのかなと思い始めてしまいました。 ただここで諦めるのも悔しいので、Slic3rの設定で影響がありそうな箇所を探してみました。
エクストルーダーのリトラクション長さを増やす
Slic3rの設定を見ていて気になったのがエクストルーダーのリトラクション長さ”Retraction Length”。リトラクションはノズルがトラベルしたり、Z方向の高さを変える時にフィラメントの漏れを防ぐ為にエクストルーダーを逆方向に回転させてフィラメントを引き戻します。今まではその長さを2mmに設定していました。デフォルトでは1mmになっていたのを、ボーデンタイプのエクストルーダーを使っているのでそれを二倍の2mmということで。
そこで今度は一気に5mmまで上げてみました。さらにリトラクションの速度も30mm/sから50mm/sに上げて引き戻しの効果を期待しました。
Slic3rの”Printer Setting”の中の”Extruder 1″に”Retraction”の項目があって、そこで”Length”と”speed”を変更できます。
おお、なんか綺麗になっている。まだ少し棒の裏のボコボコはあるものの以前と比べると結構ましな状態。なかなかいい感じです。ちなみに今回はファンの回転数を上げたので、その効果もあって頂点のソフトクリーム状態も改善されました。
外側よりも充填部分を先にプリントしてみる
前回のプリントをじっくり観察していて気が付いたのですが、斜めの棒の裏側の角からプリントを始めるのだけどその時に一瞬だけノズルが止まっているんです。ほんの一瞬だけです。そこではリトラクションしたフィラメントをもとに戻していてその時にフィラメントが漏れているんです。
そこで考えました。そのプリントの始点を変更して充填部分からプリントするようにしてみたら良いんじゃないかと。
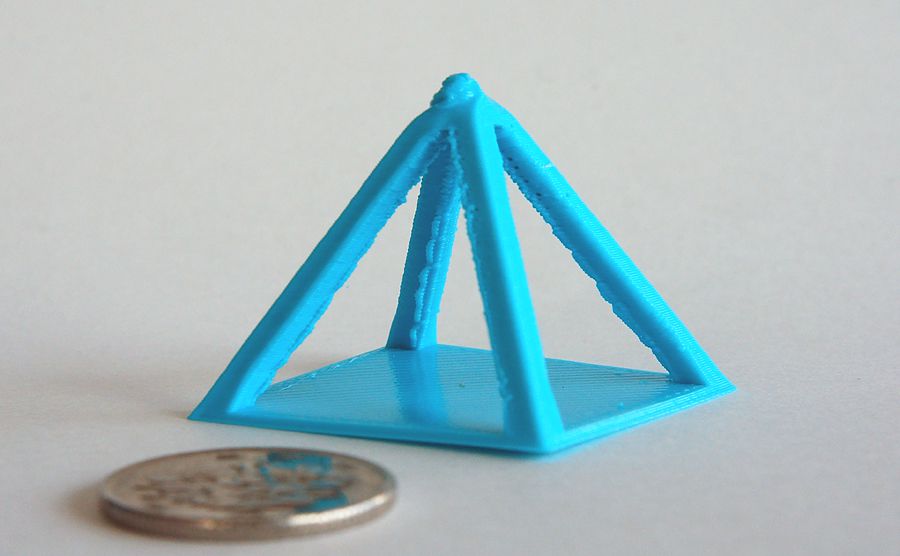
Slic3rの”Print Setting”の中の”Infill”にある”Advanced”の一番下に”Infill before perimeters”という項目があるのでチェックをします。
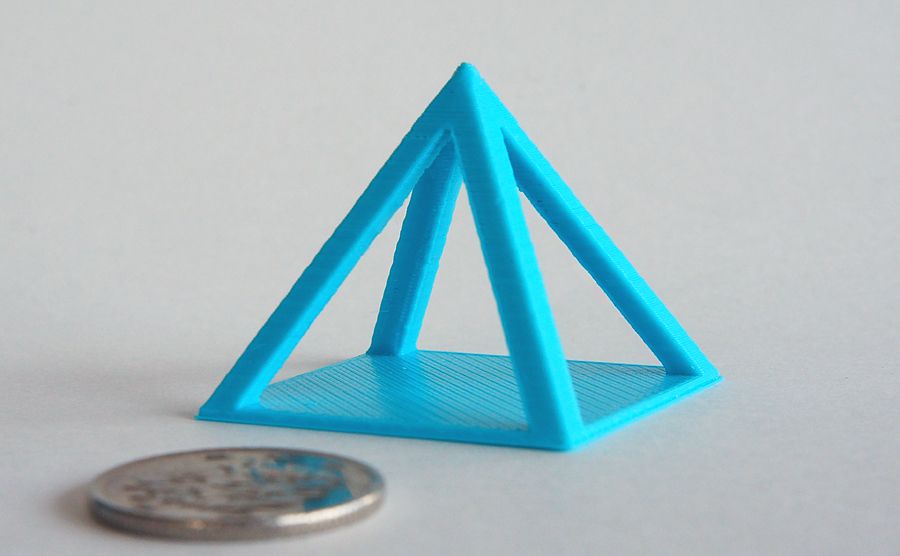
おお、なんということでしょう!!綺麗にプリント出来てる。いやあ嬉しいな。完璧では無いものの最初のと比べると雲泥の差です。よかった。
綺麗にプリント出来て満足したのだけど、この充填部分を先にプリントする”Infill before perimeters”がいつも使えるんだろうか?という疑問がわきますね。Slic3rのデフォルトでは”Infill before perimeters”にチェックが入ってないから、やっぱり普通の1つの塊のようなモデルをプリントする時は最初に外側のペリメーターをプリントしたほうが良さそうです。
でも今回、こういう形のモデルでは外側よりも充填部をさきにプリントすると綺麗に出来るということが分かったので、最近流行りのメッシュのモデルもプリントしてみたいですね。例えば↓こんなのとか。
 3Dプリンターでレンチ Wrench, Adjustable, Stubby.
3Dプリンターでレンチ Wrench, Adjustable, Stubby. メッシュのブレスレットをプリント – 上手くいかない
メッシュのブレスレットをプリント – 上手くいかない ミロのヴィーナス像 -Venus de Milo- 過去にプリントしたもの(2)
ミロのヴィーナス像 -Venus de Milo- 過去にプリントしたもの(2) “I AM KENJI”のプレート作りました。STLファイルあります。[追記あり]
“I AM KENJI”のプレート作りました。STLファイルあります。[追記あり]
 ばーちゃわーるど says
ばーちゃわーるど says
2015年2月6日 at 2:29 PMなるほど~
勉強になります♪
 AKIRA says
AKIRA says
2015年2月6日 at 5:36 PMばーちゃわーるどさん。
コメントありがとうございます。3Dプリンターを自作するまえからばーちゃわーるどさんのホームページを拝見し大変参考にさせて頂いています。そんな大変有名な方からコメントを頂けてとても嬉しいです。機会がありましたらばーちゃわーるどさんのデータをプリントして、それをブログに書いてみたいです。これからも当ブログをよろしくお願い致します。
 yama4ta says
yama4ta says
2015年2月23日 at 10:06 PMすごい!!
 AKIRA says
AKIRA says
2015年2月24日 at 3:36 PMyama4taさん
ありがとうございます。
 yama4ta says
yama4ta says
2015年2月26日 at 9:40 AM離れた柱の多い造形物で糸引きが多くて困ってました。
Retractionをいじったところ、相当の改善が見られました。
煮詰めてみます。
ありがとうございました。
 AKIRA says
AKIRA says
2015年2月28日 at 2:26 AMyama4taさん
コメントありがとうございます。
最近はRetractionの速度をあげるのも有効じゃないかと思っています。
いろいろと試してみてください。